��I�^�l

�����ذ����a��ˇƪ
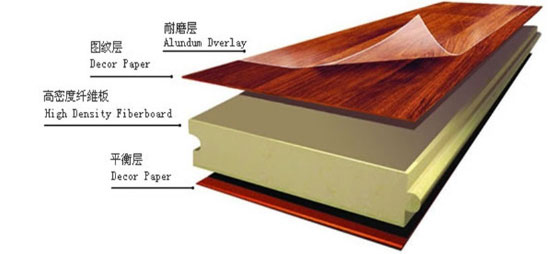
����1����ĥ��
|
|
��ĥ�Ӿ����ڏ���ľ�ذ�ı���Ͼ����Ƶ�һ����ĥ�����@�N��ĥ���nj����������X����ֲ��ڱ�Ĥ���γɵģ������^�õ���ĥ�Ժ�����ȼ�ԡ�Ӱ���ĥ�D���ă������أ���Ҫ�����������X�ĺ��������污Ĥ�ĺ�Ⱥͼӹ���ˇ����S�x�����ĥ��ͨ���������������������X�ֲ�������˵ذ���ʹ���^���в���ĥ�p��
|

2���b�
|
|
�҂������ď���ľ�ذ�Ļ��y�䌍�����b��ļy�����b��և��a�b����M���b��ͼ��M���b�����Sͨ�������x���M�ڻ��y�b����仨�y������ɫ��С�������Ⱦ���С�������x�������^����a�b�����ɱ�Ҫ��50%�����ױ������y·���^�ֲڡ�����ɫ��ճ���ζȲ |

|
|
������ܶ��w�S����Ҫ������ӹ��ֶηֽ��к����|������zˮ�䷽��������ˇ���P��Ҫ��������ľ�ذ��������Pע�ļ�ȩጷ���Ҳ�����@���h���Q����ͨ����r����S���Mԭ���ϕr�����x���|���ģ����к����|�����٣��ܶȡ���ˮ��ȡ��w����С�Լ�����̶ȵ�ָ�˶����^�ã������ĵذ�Ҳƽ��������׃�Ρ� |

���ģ��ǵذ������ĽM�ɲ��֣�ͨ����Ȟ�8-12����
����4��ƽ���
|
|
�õ�ƽ����к����|�����٣��������õķ�������ȼ���á��������ã��ܴ_���ذ����εķ������������ذ�߅��Ҳ�������N��ĥ�p��������С������ƽ������������������ģ��|�����y���ϣ��е�߀�Ю�ζ�� |

|
|
|
|
���N�����͟ቺ�C��19�����ĉ�����200�z�϶ȵĸߜ،�����ԭ�ω��N��һ��ŵ��ቺ�C��
|
����B������ɉ��N���r�δ�ذ��횽��^һ�����ϵ�ͨ�L����s“�B��”���������ȑ������m���h�� |


|
|
|
|
�_�ϣ��B����Ĵ�屻�͵��_��܇�g�����_����
|
С���B�����@�N����ѽ����и������m�Ĵ�С��߀��Ҫ����B����ጷő�������ֹ׃�� |


|
|
|
|
�_�ۣ��@�DZ��C�ذ��|������Ҫ����S�ĺõ��߿���ʹ�ذ��С�����b���㣬����׃��
|
���b���N���̘ˡ����a�S���C���ϸ��C�Լ�ʹ���f�����ij�Ʒ����¾�
|